















О чем речь? Обозначения на электродах, то есть их маркировка, служат источником информации о различных характеристиках стержня. Указываются его тип, марка, диаметр, назначение.
Почему это важно? Умение быстро и правильно расшифровать маркировку позволит сварщику верно выбрать наиболее подходящий электрод. А от такого выбора зависит уже качество шва.
В этой статье:
Суть маркировки электродов
Прежде всего рассмотрим, что такое маркировка электродов для сварки. Это обозначение из цифр и букв, в котором зашифрована важная информация об изделии.
Каждая из цифр и букв является кодом какой-либо характеристики. К примеру, изучив данные, вы сможете определить марку и толщину металла, для сварки которого предназначены электроды. Также маркировка отражает тип и толщину обмазки, пространственные положения, которые можно использовать при проведении сварочных работ. Подбирая стержни для конкретного вида операций, ориентируются на заложенную в маркировку информацию.
Плавящиеся концы стержней, вставляемые в специальные держатели, также имеют свои обозначения, указанные на пачках электродов.
Маркировку можно увидеть на белом либо синем поле упаковке, то есть в тех областях, где нет дизайнерского оформления.
 Суть маркировки электродов
Суть маркировки электродов
Многие изготовители наносят обозначение электродов на упаковке сбоку, однако по ГОСТу делать это необязательно.
Причем такая маркировка на коробке – это не просто цифро-буквенный код. В большинстве случаев обозначение на упаковке и на изделии полностью соответствует приведенным выше требованиям государственного стандарта.
Важно учитывать указанную информацию, чтобы подобрать подходящие под ваши потребности расходники. Если пренебречь даже частью информации и купить не соответствующие технологии электроды, то не получится выполнить сварное соединение надлежащего качества.
Неопытному мастеру может показаться, что расшифровать обозначение на электродах сложно. Но если знать значение маркировки, то проблем с выбором расходников не возникнет.
Подробный разбор обозначений на электродах
В цифро-буквенном обозначении маркировки электродов зашифрованы важные параметры. Чтобы стало понятнее, рассмотрим изделия с кодом Э42А-УОНИ-13/45-3.0-УД.
Типы расходников
Индекс на первых позициях – это тип электродов. Существует множество типов расходников, подходящих для работы со строго определенным металлом:
- Для наплавки поверхностного слоя металла: Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — есть 38 видов данной группы.
- Для соединения конструкционной углеродистой и низколегированной стали: Э38, Э42, Э46, Э50, Э55, Э60.
- Для сваривания углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва: Э42А, Э46А, Э50А.
- Для соединения легированных конструкционных сталей: Э70, Э85, Э100, Э125, Э150.
- Для работы с высоколегированными конструкционными сталями: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ.
- Для соединения теплоустойчивой стали: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ.
В рассматриваемом примере – тип Э42А, расшифровывается маркировка следующим образом:
- Э — расходники для РДС.
- 42 — прочностный предел, единицы измерения кг/мм.
- А — металл шва будет иметь высокие показатели сверхпластичности и ударной вязкости.
Зная, как расшифровывается первая часть обозначения, можно быстро найти расходники для создания прочного соединения. Число в маркировке бывает разным, чем оно больше, тем выше прочность шва.
 Подробный разбор обозначений на электродах
Подробный разбор обозначений на электродах
К примеру, в рассматриваемом случае цифра 42 значит, что соединение способно выдержать нагрузку в 42 кг на 1 мм2. Если нужно, чтобы шов выдерживал резкие нагрузки, следует отдавать предпочтение электродам с литерой А в коде.
Марки электродов
В рассматриваемом примере это УОНИ-13/45. Определение марки осуществляется по ГОСТу, также этот параметр может быть запатентован изготовителем в случае, когда обозначение нестандартное.
Марка расходников определяет их сферу применения. Согласно ГОСТу обозначения марки электродов бывают следующих видов:
- АНО-4, -6, -17, -21, -24, -36, -37, -27; УОНИ 13/45, 13/55; МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для соединения низколегированных и углеродистых сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б; ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для соединения высоколегированной стали.
- ЦЧ-4, МНЧ-2 — для работы с чугуном.
- Т-590, -620; ЦН-6Л, -12М; ЭН-60М, ОЗН-400 — чтобы наплавлять поверхностный слой.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для соединения элементов под водой.
Ряд компаний-изготовителей ввели свои марки электродов для перечисленных процессов, запатентовав обозначения. Наиболее популярные марки расходников – ОК от ESAB.
Диаметр электродов
Очередной код в обозначении – это диаметр металлического стержня, в нашем примере диаметр расходников 3,0. Единицы измерения этого параметра – миллиметры с десятыми долями, указываются через запятую.
Подбирать диаметр изделий нужно с учетом того, насколько толстые детали нужно сварить и какая сила тока будет использоваться.
 Диаметр электродов
Диаметр электродов
Когда сечение расходников небольшое, они быстро сгорят, присадочный металл начнет разбрызгиваться. Толстые стержни создают слишком сильное сопротивление, в результате шов получается низкого качества, а глубина проплавления минимальная.
Предназначение электродов
В рассматриваемом примере – У. Код определяет, какие металлы и сплавы можно сваривать данными электродами:
- В — соединение высоколегированных сталей.
- Т — работа с теплоустойчивыми сплавами.
- Л — соединение конструкционных сталей с легирующими элементами.
- Н — выполнение наплавки.
- У — соединение низколегированных и углеродистых сталей.
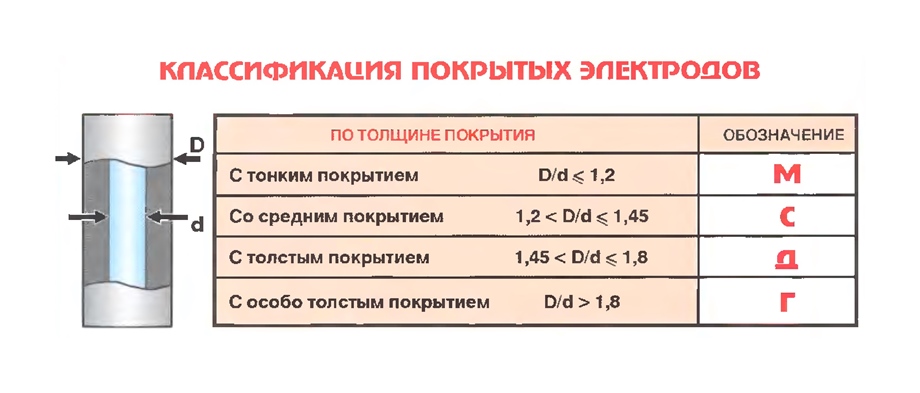
Коэффициент толщины покрытия
Обозначается литерой Д. Обмазка нужна для того, чтобы защитить жидкий металл сварочной ванны от негативного воздействия окружающей среды.
Плавление покрытия происходит во время горения дуги и расплавления стержня. Когда обмазка толстая, выделяется большое количество защитного газа. Обозначение толщины покрытия электрода – определенная литера.
 Коэффициент толщины покрытия
Коэффициент толщины покрытия
Исходя из данных, приведенных в таблице, литерой Г обозначены электроды с наибольшей толщиной покрытия.
Цифровое обозначение в маркировке
Есть дополнительное обозначение сварочных электродов, оно располагается под горизонтальной чертой ниже основной маркировки.
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
В рассматриваемом примере это 432(5). Цифровое обозначение 4 означает, что на шве почти не образуется ржавчина.
Есть несколько категорий устойчивости – от 0 до 5 с шагом в единицу, чем выше число, тем устойчивее шов к коррозии.
Цифра 3 – это степень жаропрочности шва, показывает максимальную температуру, которую он способен выдержать.
Есть 9 вариантов индекса, где 1 — 500 градусов, а 9 — более 850 градусов Цельсия. В рассматриваемом примере это цифра 3 значит, что соединение сохранит прочность при температуре 560-600 градусов Цельсия.
Цифра 2 — допустимая граница рабочей температуры сварного соединения. Есть 9 уровней с показателем от 600 до 1100 градусов Цельсия. В рассматриваемом примере 2 означает границу в 650 градусов Цельсия. Если превысить этот предел, металл сварного шва утратит свои первоначальные свойства.
Параметр в скобках (5) указывает на количество ферритной фазы в сварном соединении. Индекс имеет 8 уровней с процентным содержанием от 0,5-4,0 до 10-20 %. В рассматриваемом примере 5 – содержание ферритной фазы от 2,0 до 10,0 %.
Данная категория индексов определяет множество параметров. Это условное обозначение электродов указывается на коробках расходников, которые подходят для сварки низколегированных и легированных металлов.
Тип покрытия
Это буквенное обозначение электродов, литера Е в начале второй строки кода означает, что электрод плавящийся, его покрытие сгорает от температуры электродуги.
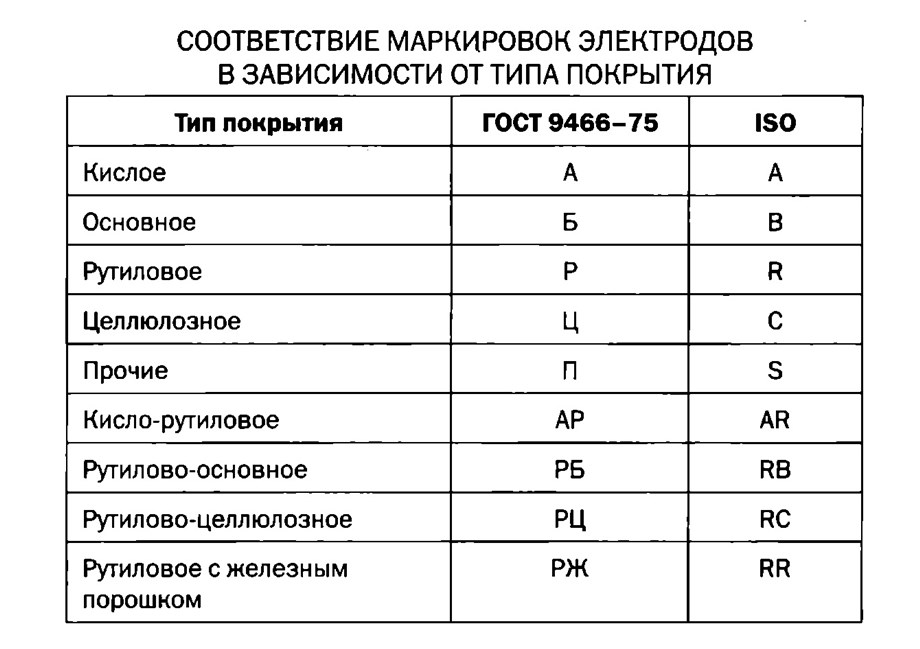
На тип обмазки указывает литера Б. Есть 4 вида обмазки, при необходимости допускается их смешивание:
- А — кислое покрытие. Расходники с данным обозначением подходят для сварки в любых пространственных положениях на постоянном и переменном токе. Однако сверху вниз сварка осуществляется недостаточно хорошо. Нельзя использовать, чтобы работать с металлами с повышенным содержанием углерода и серы, поскольку будут разбрызгиваться капли, шов растрескается.
- Б — это основное покрытие, подходит для работы током обратной полярности, когда толщина заготовок большая.
- Р — обозначение для рутиловой обмазки. Расходники применяются при сварке на переменном и постоянном токе в выбранном пространственном положении, однако вертикальные швы сверху вниз сложно осуществить.
- Ц — целлюлозное покрытие. Электроды подходят для того, чтобы соединять металлоконструкции в любом пространственном положении на постоянном и переменном токе. Однако потери на разбрызгивание будут достаточно большие.
РБ, АЦ — смешанные виды обмазки. Идеальны для работы в нижнем и вертикальном положениях трубопроводов. Расход в этом случае будет минимальный.
Обозначение покрытия электродов бывает и в символах, принятых в международной системе стандартов (ISO).
 Тип покрытия
Тип покрытия
Изделие будет соответствовать маркировке, если в обмазке есть химические вещества в нужном процентном соотношении. К примеру, кварцевый песок, каолин, мрамор, марганцевая руда, титановый концентрат, мел.
Газ от расплавленного покрытия реагирует со сварочной ванной, придавая сварному соединению нужные параметры. Эта реакция осуществляется при горении дуги, а также после ее затухания, прежде чем сформируется кристаллическая решетка.
Положение в пространстве
В нашем примере это 1 после литеры Б. Данное обозначение определяет, для каких пространственных положений используются расходники.
Если не учитывать эту маркировку, провар будет недостаточно качественным, образуются прожоги, расход металла увеличится из-за разбрызгивания и каплепадения. Есть 4 вида индекса:
- 1 – универсальные для любых положений (как в рассматриваемом);
- 2 – для любых положений, помимо вертикального сверху вниз;
- 3 – варят по горизонтали на вертикальной поверхности, не подходит для потолочной сварки;
- 4 – для нижних угловых, тавровых и стандартных сварных швов.
Параметры сварочного тока
Рассмотрим в расшифровке обозначения электрода последнюю цифру. Данная характеристика может быть указана отдельно, так как зависит от типа обмазки.
Ряд изготовителей выводят этот параметр в отдельный индекс маркировки. Цифра 0 указывает на то, что расходники предназначены для соединения заготовок постоянным током обратной полярности.
 Параметры сварочного тока
Параметры сварочного тока
Также существует 9 вариантов с градацией напряжения от 50 до 90 В и видами полярности:
- 1 – 50 V, полярность любая;
- 2 – 50 V, прямая;
- 3 – 50 V, обратная;
- 4 – 70 V, любая;
- 5 – 70 V, прямая;
- 6 – 70 V, обратная;
- 7 – 90 V, любая;
- 8 – 90 V, прямая;
- 9 – 90 V, обратная.
Допустимые отклонения в напряжении находятся в границах ±10 V.
Часто задаваемые вопросы об обозначении электродов
Для чего необходимо маркировать расходники?
Обозначение электродов необходимо для того, чтобы сварщик легко подбирал подходящие стержни для выполнения тех или иных работ. Важно, чтобы электроды соответствовали методике сварки, металлу и габаритам деталей и пр., только тогда соединение получится надежным.
 Для чего необходимо маркировать расходники?
Для чего необходимо маркировать расходники?
Какие стандарты нужно учитывать при расшифровке обозначения полярности на электродах?
Маркируются изделия с учетом госстандартов ГОСТ 9466-75 и ГОСТ 9467-75.
Что важно учитывать при выборе расходников?
Прежде всего нужно учитывать технические характеристики электродов, а также экологичность изделий. В ряде расходников есть токсичные вещества, их нужно грамотно утилизировать после завершения сварочных работ.
Если правильно подобрать электроды с учетом маркировки, сварной шов получится надежным?
Необходимо учитывать не только маркировку при подборе электродов. Обращайте внимание также на условия хранения. Дело в том, что расходники портятся, если хранить их во влажных помещениях, что ухудшает сварочные характеристики.
Изделия нужно держать в сухом помещении, оболочка стержней не должна быть повреждена. Кроме того, чтобы сварной шов получится прочным, электроды следует выбирать от проверенных брендов.
В чем отличия между российской и иностранной маркировкой?
Электроды заграничного производства маркируются иначе (ESAB OK или Lincoln Electric Conarc), чем расходники, сделанные в России.
Каждый опытный сварщик должен знать обозначение электродов, чтобы правильно подобрать расходники для выполнения тех или иных сварочных работ. Только тогда соединение получится прочным и надежным. Зная обозначение и его расшифровку, вы без труда подберете подходящие электроды для ручной дуговой сварки. Даже если на первый взгляд цифро-буквенное обозначение кажется сложным, со временем вы легко будете разбираться в том, что стоит за тем или иным кодом.




