















Что это? Во время работы двигателя на стенках цилиндров неизбежно образуются царапины и шероховатости. Для устранения дефектов слесарь растачивает блок до следующего ремонтного размера, и поверхность становится зеркальной. Но она не смазывается маслом, и кольца двигаются «на сухую». Хонингование цилиндра – это нанесение с помощью хона на стенки специальных насечек, в которых будет задерживаться масло.
Как выполняют? На хоне закрепляют абразивные бруски, вначале с крупным зерном, потом с мелким. Используют алмазные и керамические материалы, также возможно применение лазерной финишной обработки. По окончании хонингования цилиндров блок промывают.
В этой статье:
Технология хонингования цилиндров
Термин «хонингование» происходит от английского to hone – «точить». Эта процедура представляет собой обработку внутренней поверхности стенок цилиндров. При помощи хонинговальных головок, хонов, двигающихся возвратно-поступательно и одновременно вращающихся внутри полости цилиндра, выполняется шлифовка стенок с применением смазочно-охлаждающей жидкости.
 Технология хонингования цилиндров
Технология хонингования цилиндров
При обслуживании деталей двигателя данной процедуре подвергаются втулки верхней и нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала, цилиндры двигателя.
Вполне уместна здесь следующая аналогия. Говорят, что мотор – это сердце автомобиля. Если так, то хонингование можно расценивать не иначе, как кардиологию, которая обеспечивает безотказную работу всего двигателя и продление срока его службы.
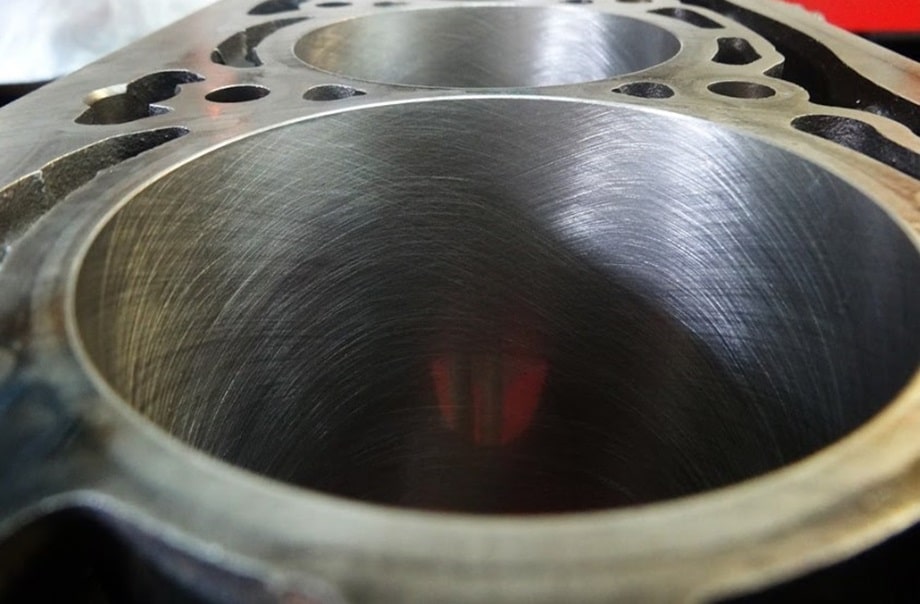
Чтобы поршневые кольца работали так, как задумано производителем, стенки цилиндра должны иметь совокупность пересекающихся рисок, образующих собственный микропрофиль внутренних стенок цилиндра.
От размера и направления таких рисок зависит целый ряд важнейших параметров работы двигателя: сила сжатия, мощность, потребление смазочных жидкостей, расход горючего, износ цилиндро-поршневых узлов, срок работы двигателя до очередного обслуживания. Выточка таких рисок выполняется именно в ходе хонингования.
Вращение хона при одновременном возвратно-поступательном перемещении определяет угол хонингования цилиндров двигателя, то есть угол пересечения рисок между собой на стенках. Материал абразива, применяемого в хоне, размер зерна, смазка обусловливают шероховатость поверхности, размер и глубину рисок. Для черновой и чистовой обработки используются разные головки.
Влияние параметров хонингования на работу двигателя
Полученная в ходе хонингования шероховатость поверхности позволяет маслу удерживаться на стенках. Если поверхность будет идеально гладкой, то смазочная жидкость станет стекать с нее слишком быстро. В результате излишки масла сгорят, а новая его порция, необходимая для нормального хода поршня, не успеет поступить в цилиндр. Возникает сухое трение, которое значительно повышает износ двигателя и сокращает его эксплуатационный ресурс.
 Влияние параметров хонингования на работу двигателя
Влияние параметров хонингования на работу двигателя
В данном случае работают простейшие физические законы. Если поверхность имеет высокую шероховатость, то на ней дольше задерживается масло, и цилиндр способен работать в режиме повышенной механической нагрузки на детали. Низкая шероховатость хуже удерживает смазку, что ограничивает предельно допустимое трение.
Если риски расположены под большим углом друг к другу, то повышается расход смазки (угар), но снижается волнистость цилиндра. В то же время малый угол между рисками позволяет экономить масло. Выбранный способ хонингования определяется задачами, которые выполняет тот или иной узел, материалами, использованными в его конструкции.
При черновом хонинговании применяется абразив с крупным алмазным зерном на медной основе. Используется большое количество смазочно-охлаждающей жидкости, которая позволяет эффективно удалять из рабочей зоны частицы материала бруска и самих стенок. В результате такой обработки формируется поверхность с высокой шероховатостью.
На второй стадии стенки подвергаются обработке абразивом с меньшим размером зерна – 1/150 мм, что позволяет создать новый микропрофиль, но это еще не чистовая обработка.
Чистовая шлифовка осуществляется абразивом, имеющим зернистость от 1/300 до 1/500 мм. В итоге формируется окончательный профиль поверхности, позволяющий эксплуатировать деталь в оптимальном режиме.
После чистовой шлифовки выполняете финишное крацевание. В ходе этой процедуры не изменяется микропрофиль, здесь происходит только очистка рисок от остатков материала хона и стенок, обнажаются графитовые зерна (если цилиндр изготовлен из чугуна). Это дает возможность снизить трение о поверхность сопряженных с цилиндром деталей и повысить их ресурс. На данном этапе работ применяется специальная щетка из нейлона с добавлением кремния.
При помощи устройств для хонингования блока цилиндров также производят нанесение анифрикционных покрытий на внутреннюю поверхность стенок, шлифовку цилиндров алюминиевых блоков (доступно не для всех моделей), плосковершинное хонингование.
По существу, в ходе данных процедур выполняется такая же обработка хонами, но при этом используются специфические материалы и бруски.
Оборудование для хонингования цилиндров
При ремонте блока цилиндров используются современные автоматические устройства с электронно-программным управлением. Наиболее совершенные модели позволяют отцентрировать хон по тем частям цилиндра, которые наименее изношены – в нижней и верхней трети. В результате новые риски формируются с тем же углом и направлением, что и заводской микропрофиль. Шлифовальные бруски в ходе обработки разжимаются, что позволяет пренебречь возможными огрехами формы отработанной части цилиндра. Новый профиль приобретает точную конусность и овальность, обеспечивая достаточную смазку и корректный ход поршня.
 Оборудование для хонингования цилиндров
Оборудование для хонингования цилиндров
Удобство автоматической обработки в том, что в этом случае не нужно проводить классическую расточку. Расширение диаметра цилиндра, например, на 0,4 мм выполняется разными хонами в несколько этапов. Сначала используется крупноабразивная головка с диаметром зерна 0,3 мм. Далее она заменяется на брусок с зерном 0,1 мм. Окончательная обработка выполняется мелкозернистыми головками или щетками с алмазным напылением, образующими плоские вершины.
На финишном этапе расширение цилиндра составляет не более 1 микрона и не отражается на эксплуатационных свойствах детали. Происходит очистка от остатков материала стенок и головки, обнажаются зерна графита, который входит в состав чугуна. В результате удается минимизировать трение колец.
Немаловажный момент – экономия времени. Процесс хонингования четырехцилиндрового блока на подобном станке занимает не больше получаса.
Продавцы новых гильз нередко заявляют, что изделие уже прошло всю необходимую обработку и ему не нужно никаких дополнительных шлифовок. Согласившись с поставщиком, покупатель действует на свой страх и риск, поскольку без микропрофиля на стенках двигатель очень быстро износится и выйдет из строя. По этой причине настоятельно советуем выполнять хонингование даже новых гильз цилиндров.
Для того чтобы обеспечить равномерное прижатие гильзы по вертикали, используют толстую прокладку, которая по форме похожа на сам хон. В ней имеются необходимые технологические отверстия, поэтому присутствие такой прокладки никак не препятствует формированию микропрофиля.
Пластина устанавливается после монтажа гильзы и фиксируется аналогично головке блока цилиндров, в точной последовательности и при соблюдении моментов затяжки. Далее выполняется шлифовка хоном точно так же, как это делается при обработке безгильзового цилиндрового блока.
Использование пластины-прокладки помогает свести к минимуму разность размеров. Процедура включает в себя несколько этапов.
- Черновая обработка. Здесь выполнятся удаление толстого слоя металла, поэтому аналогичным способом может проводиться и традиционная расточка. Используется большое количество смазывающе-охлаждающей жидкости и хоны с алмазным зерном.
- Шлифовка бруском с зерном 150.
- Проход головкой с зернистостью 300-500.
- Крацевание. Удаление металла со стенок не производится, выполняется лишь очистка стенок от частиц материала бруска и цилиндра. На данном этапе используются специальные нейлоновые щетки с кремниевыми кристаллами.
Плосковершинное хонингование цилиндров
Плосковершинное хонингование применялось еще при обработке цилиндров поршневых авиационных моторов и получило свое развитие в автомобилестроении. Суть в следующем. При сборке двигателя цилиндр, сошедший с конвейера, имеет микропрофиль внутренних стенок в виде горной цепи с острыми вершинами. На первых порах работы мотора острые выступы сглаживаются при трении поршня о цилиндр, формируются крупные опорные плоскости, после чего износ деталей снижается. Однако можно сформировать требуемый профиль не в ходе обкатки, а сразу на станке, нарезав плоские вершины с учетом монтажных отступов, необходимых для точной сборки.
 Плосковершинное хонингование цилиндров
Плосковершинное хонингование цилиндров
Плосковершинное хонингование позволяет сократить время, необходимое для обкатки, и повысить срок эксплуатации цилиндров. В немалой степени именно наличием такой обработки определяется более высокий ресурс двигателей иностранного производства, моторов, устанавливаемых на моделях ВАЗ с восьмой серии по десятую.
В практике ремонта цилиндров существует понятие «ремонтный размер». Оно неактуально для самых современных моторов, для которых необходима установка только запчастей заводского диаметра при разнице размеров не более 0,01 мм. Для цилиндров двигателей отечественного производства существует целая классификации допустимых ремонтных размеров: A, B, C, D, E. Каждая буква означает изменение диаметра на 0,01 мм по сравнению с предыдущим.
По достижении максимального диаметра хонингования цилиндров должен быть уставлен соответствующий поршень, который обеспечит необходимые тепловые зазоры. Так, для модели ВАЗ с передним приводом различие диаметров поршня и цилиндра (монтажный зазор) составляет от 0,025 до 0,045 мм.
Ресурс двигателя зависит от целого ряда факторов, одним из них является распределение рисок по поверхности стенок, их глубина, ширина. Этими параметрами определяется качество смазки рабочих поверхности деталей. Если риски слишком широки, то при поверхностном натяжении масла частицы смазки практически не попадают на кольца и поршень, вызывая почти сухое трение. Если же ширина профиля слишком мала, то смазка стекает по стенкам, вызывая перерасход масла и угар.
Не менее важна глубина профиля (чаще всего она не превышает 5 мкм), угол их пересечения между собой. Если угол рисок относительно продольной плоскости цилиндра острый, то на пересечении между ними возникают большие углубления, вызывая низкое качество смазывания. Оптимальное значение – 30-35 градусов. При слишком большом угле, наоборот, растет расход масла и происходит угар.
В российском автопроме плосковершинное хонингование впервые использовано на моделях ВАЗ 2108 и ВАЗ 2109. Соответствующие технические требования были разработаны при участии немецкого автоконцерна Porsche, сотрудники которого и настояли на применении данной технологии.
Несмотря на высочайшую точность, необходимую при качественном хонинговании, можно найти немало автолюбителей, которые пытаются выполнить эту процедуру прямо в гараже при помощи дрели или перфоратора. Необходимо учитывать, что погрешность в несколько сотых долей миллиметра может значительно повлиять на качество смазывания деталей двигателя и расход масла. Настоятельно рекомендуется обращаться для проведения подобных работ сразу в автосервис.
Если бы хонингование цилиндров можно было сделать в домашних условиях, то не возникало бы необходимости в разработке высокоточного и дорогостоящего оборудования и его использовании всеми производителями автомобилей. Не стоит рисковать, иначе испорченный микропрофиль может привести к покупке нового блока цилиндра и огромным расходам для автовладельца.




