















О чем речь? Когда в быту или на производстве производятся резьбовые отверстия для последующих шпилек, метрических болтов, винтов, то в первую очередь следует сделать отверстие. Потом в дело вступает метчик, с помощью которого создается резьба. Однако если вы не знаете корректного диаметра сверла, можно попасть впросак.
На что обратить внимание? Хорошо, если у вас есть таблица соответствия. Подглядывая в нее, вы всегда будете знать оптимальный размер сверла. Важно обращаться именно к гостовским данным, ведь если диаметр отверстия под резьбу получится больше, чем нужно, скорее всего, на выходе вас будет ждать не столь глубокая канавка, а значит, и слабое соединение деталей.
В этой статье:
- Что нужно знать про резьбу
- Таблица диаметров отверстия под резьбу по ГОСТу
- Быстрый способ подобрать сверло без таблиц
- Тонкости использования метчика
- Чем измерить диаметр отверстия под резьбу
- Виды штангенциркулей
- Критерии выбора диаметра сверла под метчик
- Часто задаваемые вопросы о диаметре отверстия под резьбу
Что нужно знать про резьбу
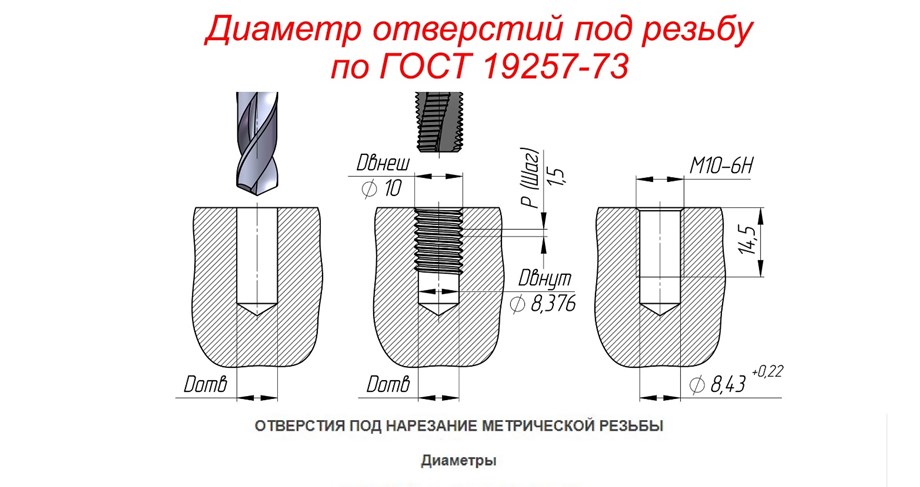
Резьба характеризуется двумя основными величинами: шаг (Р) и диаметр (d). Шагом называется расстояние между крайними наружными точками двух соседних витков, а диаметром – расстояние между двумя крайними точками наружных выступов каждого витка. Обе величины измеряются в долях метра.
 Что нужно знать про резьбу
Что нужно знать про резьбу
Резьба может быть разных типов в зависимости от выбранного основания классификации:
- По единице измерения диаметра (метрическая, дюймовая и др.).
- По количеству заходов витков (их может быть от одного до трех).
- По форме сечения витка (бывает треугольная, трапециевидная, круглая, прямоугольная).
- По направлению резьбы (правая либо левая).
- По расположению (внутренняя в отверстиях и наружная на болтах, саморезах и т. п.).
- По форме поверхности (цилиндрическая либо коническая).
- По назначению (крепежная, уплотнительная и т. д.).
С учетом указанных особенностей можно выделить несколько типов резьбы:
- цилиндрическая маркируется символами MJ;
- метрическая и коническая, которые обозначаются буквами M и MK;
- трубная маркируется символами G и R;
- с круглым профилем обозначается как E;
- трапециевидная маркируется буквами Tr;
- круглая, которая применяется при установке элементов сантехнического оборудования, – Кр;
- упорная и упорная усиленная обозначаются буквами S и S45;
- дюймовая бывает цилиндрической и конической – BSW, UTS, NPT;
- резьба для монтажа стыков труб в нефтепроводных магистралях.
Таблица диаметров отверстия под резьбу по ГОСТу
| Маркировка | Шаг, мм | Диаметр сверла, которым нарезается соответствующая резьба, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальная | Максимальная погрешность | ||||||
| М1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | - |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | - |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | - |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | - |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | - |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | - |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | - |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | - |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | - |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Быстрый способ подобрать сверло без таблиц
Если под рукой нет вышеприведенной таблицы, существует народный способ определить, какое сверло нужно использовать под метчик. От величины номинального диаметра нужно отнять шаг резьбы.
Чтобы было понятнее, возьмем конкретный пример – резьбу М10х1.5:
- Номинальный диаметр резьбы – 10 мм.
- Шаг резьбы – 1,5 мм.
- От номинального диаметра отверстия под резьбу отнимаем шаг: 10 – 1,5 = 8,5 мм.
- Таким образом, для нарезки отверстия под резьбу М10х1.5 потребуется сверло диаметром 8,5 мм.
Для бытовых задач допускается округление полученной величины до ближайшего большего значения. Так, в рассмотренном примере можно округлить 9,75 до 9,8. Такой расчет можно применять при выполнении домашних работ, в которых небольшая погрешность не является критичной, или если нет возможности использовать таблицу.
Тонкости использования метчика
Для нарезки внутренних витков сначала следует определиться, каким именно диаметром сверлить отверстие под резьбу. В решении этой задачи поможет специальный ГОСТ, в котором указаны соответствия между требуемым диаметром и подходящим для этого сверлом.
 Тонкости использования метчика
Тонкости использования метчика
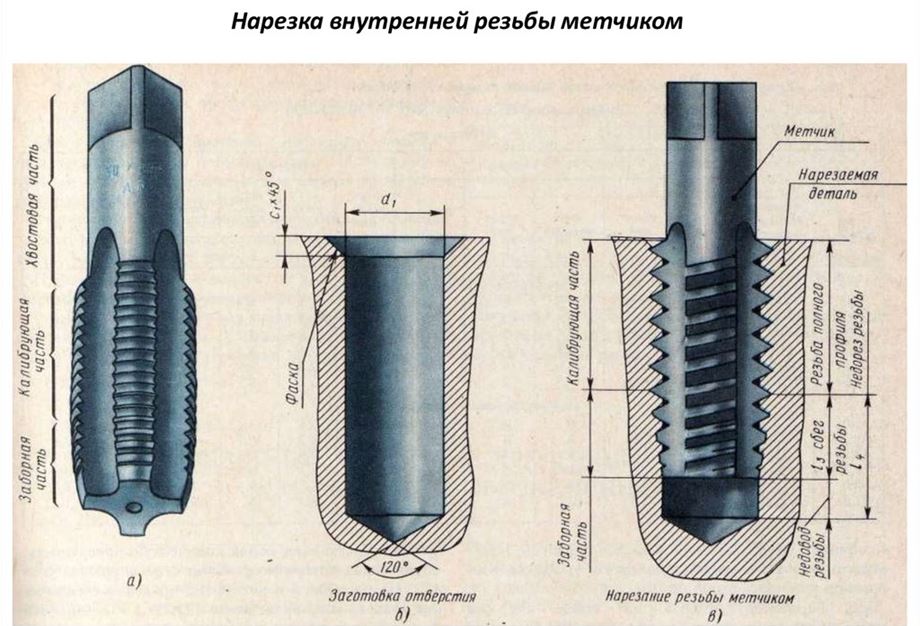
Внутренняя резьба в отверстии нарезается при помощи специального инструмента – метчика. Он представляет собой металлический стержень конической либо цилиндрической формы. Вдоль этого стержня располагаются собственно режущие элементы, а также разделяющие их канавки, необходимые для удаления стружки из отверстия при нарезании.
Поскольку витки нареза очень тонике, при нарезании их легко повредить, что приведет к ухудшению качества резьбы. Чтобы избежать этого, в производстве используются метчики разного диаметра, которыми отверстие последовательно обрабатывается. Также существуют инструменты, которые разделены по длине на несколько сегментов с разными диаметрами. Это позволяет значительно ускорить процесс выполнения работы.
При движении метчика в отверстии сначала делается несколько движений в прямом, а затем в обратном направлении. Это позволяет удалить стружку из канавок и избежать повреждения витков резьбы.
Одного метчика достаточно в том случае, если нужно восстановить поврежденную резьбу.
 Тонкости использования метчика
Тонкости использования метчика
В общем случае используются не менее двух метчиков разных диаметров для отверстий под метрическую резьбу. Первый применяется для черновой обработки, когда нужно сформировать канавку витка. Чистовой метчик углубляет эту канавку и зачищает ее поверхность.
Чем измерить диаметр отверстия под резьбу
Для бытовых нужд основными измерительными инструментами являются рулетка и линейка. Если не предъявляется высоких требований к точности результатов, то их можно использовать и для измерения диаметра.
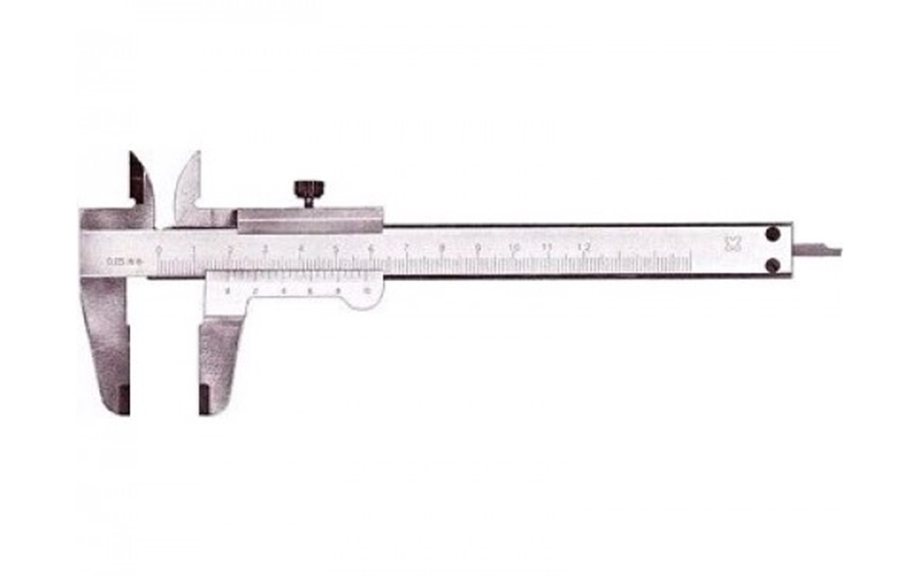
Однако для получения точных данных о диаметре отверстий под нарезание резьбы применяют специальной инструмент – штангенциркуль. Он представляет собой плоскую металлическую штангу, вдоль штанги перемещается планка. На обеих частях есть лапки, которые прикладываются к крайним точкам отверстия или крепежного элемента с круглым сечением, а также шкала с делениями. Точность измерений может составлять десятые доли миллиметра. На некоторых моделях также имеется выдвижной стержень, который позволяет измерять глубину отверстия.
 Чем измерить диаметр отверстия под резьбу
Чем измерить диаметр отверстия под резьбу
Штангенциркуль широко используется как вы быту, так и в промышленности. Несмотря на простоту его конструкции, измерения оказываются достаточно точными. Этот инструмент подходит для измерения как внутренних, так и внешних диаметров. Его название образовано от линейки-штанги, по которой проводятся измерения.
Виды штангенциркулей
Сегодня выпускаются штангенциркули трех разных типов.
Нониусы
Стандартный инструмент, на котором измерения производятся по делениям, находящимся на шкале нониуса.
Стрелочный, или циферблатный
Измерения производятся по круговой шкале со стрелкой, напоминающей часы.
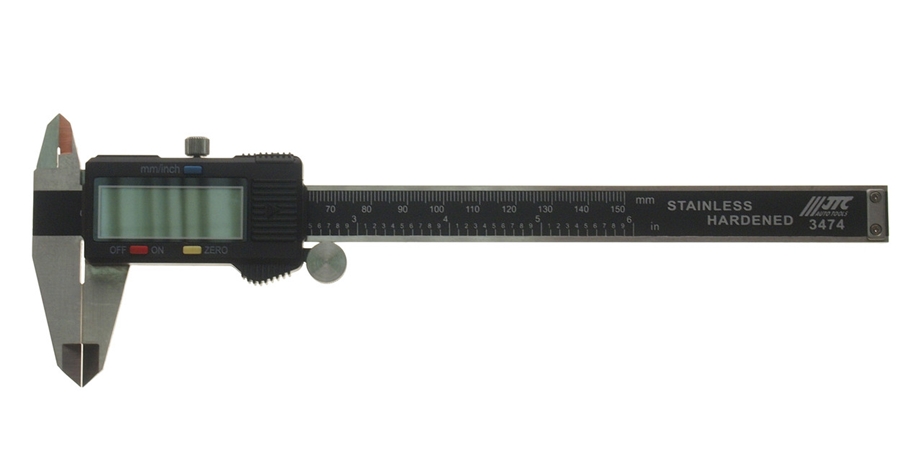
Цифровой
Оснащается ЖК-дисплеем, на нем показания выводятся не в аналоговом, а в цифровом виде. Такие модели являются самыми технологичными, но и наиболее дорогостоящими.
 Виды штангенциркулей
Виды штангенциркулей
Как измерить штангенциркулем диаметр отверстия
Чтобы узнать диаметр отверстия или толщину изделия, нужно его края зафиксировать между губками штангенциркуля, которые должны при этом располагаться параллельно плоскости детали.
Измерение можно выполнить с точностью до десятых долей миллиметра. Сначала считается целое число. На него указывает положение штриха, расположенного ближе всего слева к нулю нониуса.
Теперь рассчитаем десятые доли миллиметра. Для этого нужно найти штрих на шкале нониуса, который совмещен со штрихом шкалы на штанге. Номер совпавшего штриха нужно умножить на цену деления нониуса. Так, если совпал седьмой штрих, и на нониусе цена деления составляет 0,1 мм, то 7 * 0,1 = 0,7 мм.
 Как измерить штангенциркулем диаметр отверстия
Как измерить штангенциркулем диаметр отверстия
Теперь необходимо сложить целое число и десятые доли миллиметра. Это и будет измеряемое расстояние или диаметр отверстия.
Чтобы узнать глубину отверстия, необходимо приставить к краю детали штангу под прямым углом к плоскости детали, а затем выдвинуть линейку глубиномера, чтобы она уперлась в дно отверстия. Далее инструмент извлекается из отверстия, полученное значение фиксируется и измеряется по шкале.
Критерии выбора диаметра сверла под метчик
Для нареза необходимо использовать инструмент подходящей твердости
Обычно достаточно инструмента из быстрорежущей стали с примесью кобальта.
Если же предстоит работа с твердыми материалами, то необходимо использовать твердосплавное сверло.
Перед нарезанием резьбы у края отверстия следует сделать фаску
Это необходимо для лучшего центрирования метчика, также это позволит облегчить последующий монтаж в отверстии болтов и других крепежных элементов.
Структура обрабатываемого материла
На то, какой диаметр отверстия выбрать под резьбу, влияет и структура обрабатываемого материла. Например, для вязких и мягких сплавов диаметр будет несколько больше. Если для них под резьбу М8 подойдет диаметр 6,8 мм, то для твердых и хрупких материалов лучше использовать диаметр 6,7 мм.
 Структура обрабатываемого материла
Структура обрабатываемого материла
В приведенной ранее таблице мы уже рассматривали требования ГОСТа к разным типам резьбы, ее диаметру, допустимой погрешности. Также в ней учтены особенности структуры разных материалов применительно к операции нарезания резьбы. Эти стандарты необходимо строго соблюдать, если предъявляются повышенные требования к качеству резьбы. Если же качество не столь критично, то приведенными стандартами можно пренебречь.
Хрупкий материал
Если резьба нарезается в отверстии хрупкого материала (например, в чугуне), то во избежание сколов рекомендуется использовать черновые сверла диаметром на одну десятую долю миллиметра меньше, чем предусмотрено ГОСТом.
Диаметр резьбы
Диаметр резьбы разный под стандартные метчики и раскатники, причем даже в том случае, если шаг и размер резьбы у них не отличаются.
Во избежание порчи заготовки необходимо внимательно изучить требования ГОСТов, приведенные в таблице. В ней указаны оптимальные величины сверла, размеры отверстия для резьбы того или иного типа и размера. Игнорирование этих требований может привести не только к порче изделия, но и к поломке дорогостоящего инструмента.
Часто задаваемые вопросы о диаметре отверстия под резьбу
Каким должен быть диаметр отверстия под резьбу М3?
При выборе метчика нужно учитывать, что он при вращении не только срезает слой материала, но и продавливает его внутрь. В этой связи метчик должен иметь уменьшенный диаметр по сравнению с диаметром резьбы. В частности, для М3 потребуется инструмент диаметром 2,5 мм. В противном случае качество резьбы может быть хуже.
Каков диаметр отверстия под резьбу М5?
Под резьбу М5 используется сверло размером 4,2 мм.
Какой диаметр отверстия под резьбу М6?
Для резьбы М6 необходимо использовать метчик на 5 мм.
Какой диаметр отверстия под резьбу М8?
Аналогичным образом под резьбу М8 нужен метчик 6,8 мм.
Каков диаметр отверстия под резьбу М16?
Диаметр сверла под резьбу М16 отличается в зависимости от шага резьбы. Приведем перечень таких соответствий:
- Шаг 2 мм – диаметр сверла 14 мм.
- Шаг 1,5 мм – диаметр сверла 14,5 мм.
- Шаг 1 – диаметр сверла 15 мм.
- Шаг 0,75 мм – диаметр сверла 15,2 мм.
- Шаг 0,5 мм – диаметр сверла 15,50 мм.
 Каков диаметр отверстия под резьбу М16?
Каков диаметр отверстия под резьбу М16?
Аналогичным образом в зависимости от шага различается и диаметр отверстия под резьбу М10.
Как видите, для нарезания резьбы нельзя просто взять метчик, диаметр которого совпадает с диаметром резьбы. В этой операции есть немало тонкостей, зависящих как от шага резьбы, так и от материала, в котором выполняется нарезание. Также следует учитывать необходимость выполнения как минимум двух проходов – чернового и чистового.




