















Что? Катет сварного шва представляет собой одну из сторон треугольника соединения и играет решающую роль в прочности и устойчивости. Его размеры являются неотъемлемыми условиями качественной сварки.
Почему это важно? Форма катета сварного шва напрямую влияет на способность противостоять внешним воздействиям. Неправильно выбранные параметры приведут к возникновению слабых зон, трещин и деформаций.
В этой статье:
Что такое катет сварного шва
Каждый сварщик мог заметить, что при разных способах размещения заготовок относительно друг друга отличается и прочность конструкции. Давайте изучим, как можно присоединять элементы друг другу, а затем рассмотрим, каким должен быть катет сварного шва.
Стыковой шов получается при соединении двух элементов в одной плоскости торцами друг к другу. При расположении торцевых частей заготовок под прямым углом при сварке получается угловой шов. Еще один способ — тавровое соединение. В таком случае торцевая часть одной детали примыкает к передней стороне второй, образуя форму буквы Т. Угол соединения при этом может быть прямым, тупым или острым — в зависимости от того, в каких плоскостях будут лежать детали. Сварной шов формируется между примыкающими гранями.
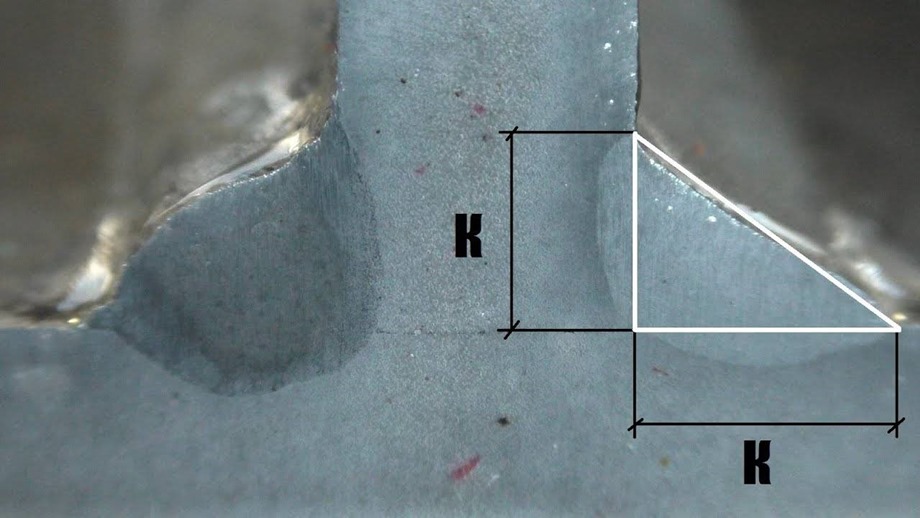
При выборе углового расположения заготовок необходимо знать, как рассчитать катет сварного шва. Так называют самое короткое расстояние от одной заготовки до углового соединения второй. Иными словами, это одна из сторон равнобедренного треугольника максимального размера, какой возможно вписать в окружность, образуемую поперечным сечением двух приваренных друг к другу деталей. От катета сварного шва, а именно от его размера, будет зависеть качество соединения.
Значение катета влияет на следующие обстоятельства:
- надежность сварного шва;
- расчеты перед сваркой деталей разной толщины;
- вероятность появления деформаций на кромках при нагреве металла.
И опытному сварщику, и начинающему мастеру стоит руководствоваться в работе нормативными документами. В них описаны геометрические параметры катета и другие основные положения для математического расчета геометрических характеристик создаваемой конструкции. Геометрия сварного шва зависит от выбранного вида присоединения заготовок. На форму стыкового сечения влияют размеры и материалы соединяемых деталей.
 Что такое катет сварного шва
Что такое катет сварного шва
На производствах все математические расчеты выполняются с применением определенных формул. На отдельном производственном участке обычно достаточно использовать заранее подготовленный набор шаблонов. Существуют универсальные шаблоны, которые имеют вид скрепленных пластин разных размеров. Мастер выбирает подходящие параметры опытным путем. Для этого пластинки по очереди прикладывают к заготовкам, пока не будут определены значения наиболее плотного прилегания.
При выполнении конструкций, которые необязательно должны быть максимально прочными, минимальный катет сварного шва рассчитывается исходя от толщины деталей. Делается это обычно на глаз. Как правило, контакт в таких случаях равняется толщине стенок изделия. То есть при сварке заготовок толщиной 5 мм катет также будет равен 5 мм. Но если требуется более надежное соединение, следует сделать точный расчет по соответствующей формуле.
Вычислив необходимые параметры, на сварочном аппарате нужно выставить оптимальные показатели напряжения и тока, а затем приступать к работе.
Расчет катета сварного шва
Так как сечение углового соединения напоминает треугольник, катет сварного шва можно вычислить следующим образом:
где:
- T— величина катета шва сварного соединения;
- S — ширина валика, которая в данном треугольнике является гипотенузой;
- сos45° — стандартное значение, приблизительно равное 0,7.
Разберем пример расчета, чтобы в будущем знать, как можно определить катет сварного шва. Возьмем угловое соединение с шириной валика в 5 мм. Согласно приведенной формуле, вычисление имеет следующий вид: 5 * 0,7 = 3,5. То есть катет будет равен 3,5 мм.
Данную формулу можно применять в том случае, когда наплавленный металл покрывает угловое соединение равномерно с обеих сторон.
Катет сварного шва равен 30–100 % от толщины металла. Чем тоньше металл, тем ближе значение катета к сечению заготовки. Для сварки изделий разной толщины выбирают больший катет.
Таким образом, соединяя сваркой заготовки сечением 5 и 10 мм с проваром, величину катета делают 6 мм, поскольку в таком случае считают, что толщина двух сторон равна 10 мм.
Если вместо большей брать меньшую величину сечения, на более толстом металле усиления будет недостаточно, из-за чего соединение лишится прочности. Стоит отметить, что в подобных случаях важно не только сделать верный расчет, но и не менее грамотно подобрать силу тока и выполнять сварочную работу согласно требуемой технике.
Если выбрать слишком маленький катет, это также может сделать соединение некачественным. Прочность шва уменьшается из-за небольшого количества наплавленного металла на кромках. Больших механических или вибрационных нагрузок такое соединение не выдерживает.
 Расчет катета сварного шва
Расчет катета сварного шва
Выбирая наименьший катет сварного шва, можно сократить расход материалов, но такая сварка подходит только для создания конструкций, которым высокая прочность не требуется, например для изготовления стола, мангала и т. п.
Неопытный сварщик может допустить еще одну ошибку и сформировать несимметричные катеты, где верхний край шва оказывается очень коротким, а нижний — широким. Такое случается при неверном выборе режима сварочного аппарата и нарушении техники, из-за чего раскаленный металл стекает в нижнюю часть.
Оптимальная геометрия углового шва
Помимо прочности конструкции, параметры катетов влияют на геометрию соединения. Необходимо выполнить шов симметрично, поскольку от этого зависит его качество. Нельзя допускать образования смещений в стороны, излишних выпуклостей или углублений. В поперечном сечении шов должен иметь форму идеального равнобедренного треугольника с равномерной, немного выпуклой гипотенузой.
С обеих сторон катеты сварного шва должны быть равны друг другу. Знаком нарушения техники ведения дуги — при смещении ее влево или вправо — является излишнее вытягивание шва. Если какая-либо из его сторон будет чрезмерно вытянута, это значит, что расплавленный металл наложен только на одну деталь конструкции, а вторая едва держится.
Плоская поверхность шва формируется вследствие растекания расплава, и это также является ошибкой, снижающей качество соединения. Брак такого характера можно получить из-за слишком короткой дуги (электрод утоплен в сварочную ванну).
Из-за слишком коротких катетов шов получается чрезмерно выпуклым. Расплав просто застывает сверху заготовок и держится не крепко. Такой дефект характерен при выборе слишком длинной дуги.
Катеты сварного шва при расчетах и выполнении соединения должны быть идеально одинаковым. Тогда шов получится немного выпуклым, что и будет свидетельствовать о надежности и прочности конструкции.
 Оптимальная геометрия углового шва
Оптимальная геометрия углового шва
Чтобы шов имел оптимальную геометрию, требуется строго соблюдать технику сварки. Зажженная дуга держится ровно по центру соединения деталей. Ее длина должна быть равна 1–1,5 диаметра электрода. Держатель следует располагать под углом 60–80°. В процессе работы контролируйте форму сварочной ванны и перемещайте дугу равномерно. Из-за отклонений катетов сварного шва при неверных измерениях или несоблюдении техники легко получить брак: ванна вытянется или, наоборот, примет круглую, а не овальную форму.
Если слишком быстро перемещать электрод, возникнет непровар. И наоборот, двигаясь очень медленно, мастер рискует прожечь металл насквозь.
Способы контроля
Контроль полученных сваркой швов является важной стадией работы. В первую очередь исследуют, насколько конструкция устойчива к разным видам разрушающих нагрузок. Выполнить проверку можно разными способами. Самыми надежными и передовыми методами являются рентгенография, радиография, контроль вихрями тока и ультразвуком, облучение гамма-лучами, капиллярный способ и магнитное зондирование.
Однако такую проверку можно выполнить только с использованием соответствующей аппаратуры, которая стоит недешево. Мелкое производство нечасто может позволить себе приобрести подобное оборудование.
Самый простой вариант — использовать универсальный шаблон сварщика (УНС-2) в виде набора скрепленных между собой пластинок. На одной из сторон пластины находятся вырезы, по форме соответствующие поперечному сечению шва. По форме гипотенузы можно определить длину катетов. Сварщик по очереди прикладывает шаблоны к деталям, чтобы найти наиболее подходящий вариант. Прорези пластин должны прилегать как можно плотнее к поверхности. На каждом шаблоне обозначается размер соответствующего катетасварного шва.
 Способы контроля
Способы контроля
Есть и другие инструменты-шаблоны, но с несколько иным принципом измерения катета. С помощью шаблона Красовского можно измерить зазор между деталями. Шаблон Ушерова – Маршака применяют не только для определения катета, но и корня шва. Такой инструмент отличается наибольшей универсальностью среди всех перечисленных.
Часто задаваемые вопросы о катете сварного шва
- Какие значения должен иметь катет сварного шва по ГОСТу?
Перед сваркой требуется сделать расчет и установить размер и предельно допустимые отклонения катета. Согласно ГОСТ 5264-80 для заготовок толщиной 3 мм и тоньше длина катета не должна быть более 3 мм. При сварке элементов толщиной от 3 мм катет сварного шва должен равняться 1,2 от ширины наиболее тонкого из них.
- Какое обозначение на чертеже имеет катет?
Так как угловой шов в поперечном сечении имеет вид равнобедренного треугольника, на чертеже катеты обозначаются как две его стороны.
- Какое наибольшее значение может иметь катет углового соединения?
Узнать максимальное значение катета можно по толщине самой тонкой из соединяемых деталей, умножив ширину на 1,2. Длина шва при этом должна быть не короче длины четырех катетов и не менее 40 мм.
Верно выполняя расчеты и строго соблюдая технику сварочных работ, можно изготовить по-настоящему надежные и крепкие конструкции.




