















Что это такое? Сварочная дуга – контролируемый устойчивый электрический разряд. Является главным «инструментом» при соединении заготовок. Благодаря высокой температуре намертво сваривает разные металлы.
Что учесть? Параметры дуги регулируются сварочным оборудованием, используемыми электродами. Большое влияние оказывают условия проведения работ. От характеристик дуги напрямую зависит качество сварки.
В этой статье:
Особенности сварочной дуги
Сварка — это технологический процесс, при котором металл быстро нагревается до плавления с использованием концентрированной тепловой энергии, чаще всего создаваемой электрической дугой.
Дуга возникает из-за особого разряда, который появляется при ионизации воздуха под воздействием высокого напряжения и остается стабильным благодаря электрическому полю и ионизированной газовой среде, называемой плазмой.
 Особенности сварочной дуги
Особенности сварочной дуги
При включении сварочного аппарата и приближении электрода к металлу происходит мгновенный электрический разряд. Электроны быстро перемещаются от положительно заряженного анода к отрицательно заряженному катоду, и этот процесс ионизирует атомы воздуха, делая их проводниками. Когда сварщик поднимает электрод на некоторое расстояние, образуется столб огня, который идет от электрода к металлу и создает воронку. Этот огненный столб и называется сварочной дугой.
Сравнивая сварочную дугу с другими электрическими зарядами, можно выделить следующие особенности:
- Сварочная дуга способна создавать большую плотность тока, достигающую нескольких тысяч ампер на квадратный сантиметр поверхности, что обеспечивает очень высокую температуру.
- Между электродами электрическое поле распределяется неравномерно. Около электродов напряжение падает, но значительно усиливается в столбе сварочной дуги.
- Температура в сварочной дуге достигает очень высоких значений, особенно в области столба. Это связано с большой плотностью тока. Увеличение длины столба может снизить нагрев сварочной дуги, в то время как уменьшение размеров столба приводит к росту температуры.
- Сварочная дуга имеет настраиваемые вольт-амперные характеристики, разные напряжение и плотность тока при постоянной длине сварочной дуги или при непрерывном горении. Сегодня обычно выделяют три различных вольт-амперных характеристики.
Процесс появления сварочной дуги можно разбить на следующие этапы:
- Электродный стержень соприкасается с поверхностью металла.
- Выделяется большое количество тепла.
- Металл начинает раскаляться и разъединяется с электродным стержнем.
- Электроны отрываются от катода, создавая свободные электроны.
- Свободные электроны начинают двигаться к аноду и ионизируют молекулы, разбивая их на ионы и дополнительные электроны.
- В результате возникает устойчивый электрический разряд.
- Процесс стабилизируется за счет увеличения количества заряженных частиц в окружающей среде, что поддерживает непрерывность и устойчивость дуги.
Отличительные свойства сварочной дуги
Сравнивая сварочную дугу с другими электрическими зарядами, можно выделить следующие особенности:
- Сварочная дуга обладает большой плотностью тока, достигающей нескольких тысяч ампер на квадратный сантиметр поверхности. Это явление позволяет достичь очень высокой температуры.
- В пространстве между электродами электрическое поле распределяется неравномерно. Вблизи электродов имеет место большое падение напряжения, в то время как в области столба, наоборот, напряжение значительно меньше.
- Температура в сварочной дуге достигает максимальных значений, особенно в области столба, благодаря высокой плотности тока. Увеличение длины столба может снизить температуру, а уменьшение столба приводит к ее увеличению.
- Сварочная дуга может иметь разнообразные вольт-амперные характеристики, напряжение и плотность тока при постоянной длине дуги или при непрерывном горении.
 Отличительные свойства сварочной дуги
Отличительные свойства сварочной дуги
Существуют три основные вольт-амперные характеристики сварочной дуги. Первая из них — падающая. Она характеризуется снижением напряжения при увеличении силы тока, плотности тока в сварочной дуге. Вторая характеристика – жесткая. Изменение силы тока не влияет на напряжение в дуге. Третья характеристика — возрастающая. При увеличении силы тока растет напряжение в дуге, что необходимо для достижения высокой температуры при сварке.
Дуговая сварка считается наиболее эффективным и надежным методом соединения металлических конструкций. Этот процесс оказывает значительное воздействие на современную промышленность, поскольку только высокая температура, создаваемая сварочной дугой, способна соединить большинство видов металлов. Для обеспечения качества и надежности сварных соединений критически важно учитывать и контролировать все характеристики дуги, такие как плотность тока, температура и напряжение. Это позволяет обеспечить быстроту и эффективность сварочных работ, а также получить качественный шов.
Строение сварочной дуги
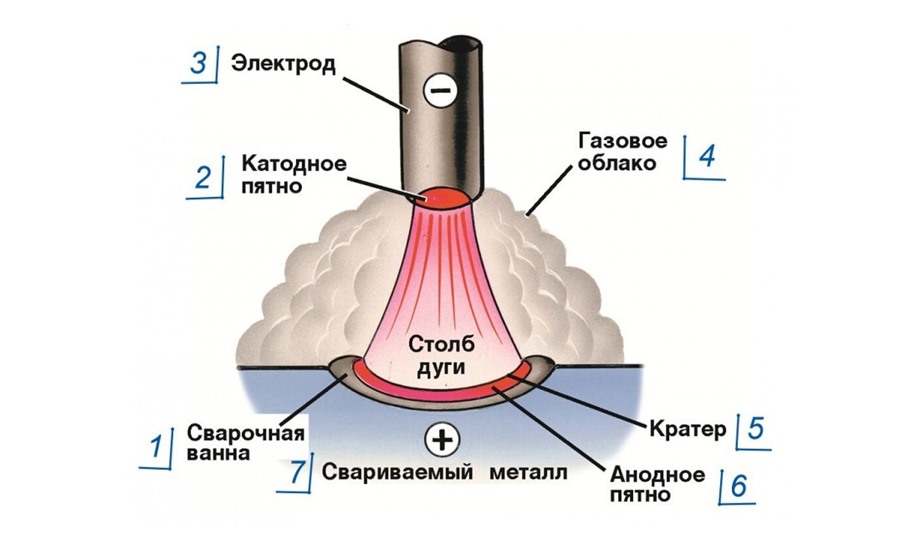
Разобравшись, из чего состоит сварочная дуга, легче понять, как работает дуговая сварка. Электродуга быстро нагревает металл до температуры плавления. Когда говорят о характеристиках сварочной дуги, обычно имеется в виду ток и напряжение. Столб дуги — это светящийся ионизированный газовый проводник, который протягивается от катода к аноду и имеет высокое электрическое сопротивление.
 Строение сварочной дуги
Строение сварочной дуги
Обычно дуга имеет длину приблизительно 5 мм. Внутри дуги выделяются три основные зоны:
- Анодная зона, которая имеет размер до 10 микронов.
- Катодная зона, которая в 10 раз меньше по размеру по сравнению с анодной.
- Столб дуги — видимая глазом светящаяся полоса.
Температура сварочной дуги создается за счет электронов, которые появляются в катодной зоне.Катодное пятно нагревается до 38 % от температуры плазмы, которая может достигать +10 000 °C. В этом процессе электроны движутся к аноду, а протоны — к катоду, создавая уникальное движение частиц внутри сварочного столба. Этот столб не имеет заряда и остается нейтральным во время всей сварки, обеспечивая высокие температуры металла до +2 350 °C и расплава до +1 700 °C.
Анодное пятно в системе сварочной дуги— это место, где нейтрализуются электроны. Этот участок обычно на 4–6 % горячее, чем катодное пятно. Интересно, что напряжение в этих зонах снижается настолько, что их свечение становится невозможным. Человеческий глаз воспринимает только плазму, которая испускает ультрафиолетовое, инфракрасное и видимое световое излучение. Следует помнить, что такое излучение опасно для зрения и кожи, поэтому профессиональные сварщики никогда не пренебрегают индивидуальными средствами защиты при работе со сварочной дугой.
Виды сварочной дуги
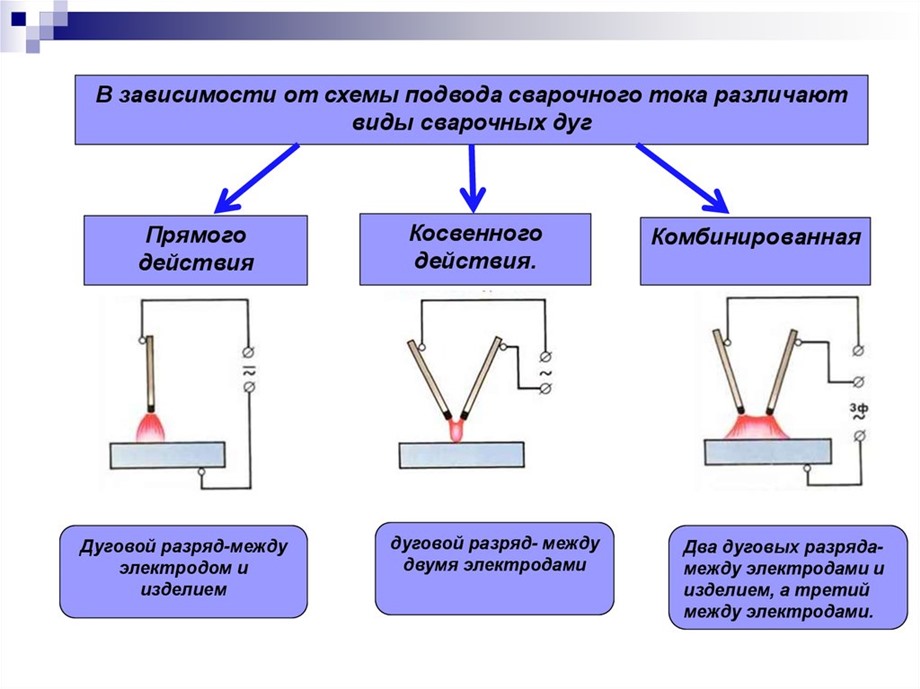
Существуют разные типы сварочных дуг, различающиеся схемой подачи тока и средой, в которой образуются. Наиболее распространенные типы:
Дуга прямого действия
При этом методе сварочный электрод направляется параллельно поверхности металлической конструкции, а дуга возникает под углом 90° по отношению к электроду и металлу.
Сварочная дуга косвенного действия
Этот тип дуги формируется при использовании двух электродов, которые размещаются под углом от 40 до 60° к поверхности свариваемой детали. Металл сплавляется под воздействием дуги, возникающей между этими электродами.
 Виды сварочной дуги
Виды сварочной дуги
Также существует классификация сварочных дуг в зависимости от окружающей атмосферы:
Открытый тип
Дуга данного типа горит на воздухе, и вокруг нее образуется газовая фаза, которая содержит пары свариваемого материала, электродов и их покрытий.
Закрытый тип
Горение такой сварочной дуги происходит под слоем флюса. В газовую фазу, образовавшуюся вокруг дуги, включаются пары металла, электрода и флюса.
Дуга с подачей газов
В данном случае в горящую дугу подаются сжатые газы, такие как гелий, аргон, углекислый газ, водород и др. Газ подается с целью предотвратить окисление свариваемого металла, обеспечивая нейтральную или восстановительную среду вокруг дуги. В эту газовую фазу также включаются пары подаваемого газа, металла и электрода.
Сварочные дуги классифицируются по разным параметрам: стационарные и импульсные, различные типы электродов, включая угольные, вольфрамовые и металлические. Стальные электроды — наиболее распространенный вид плавящихся электродов. В настоящее время наиболее популярна сварка с неплавящимися электродами.
Требования к источникам питания сварочной дуги
Каждому сварщику важно иметь понимание амперной характеристики, длины и напряжения сварочной дуги. Существуют определенные основные требования к источнику питания сварочной дуги:
- Важно, чтобы разжигание электрода происходило во время его взаимодействия с металлической заготовкой, в момент замыкания контактов электрической цепи.
- Во время плавки добавляемого материала может возникнуть короткое замыкание. В этом случае важно следить за тем, чтобы сварочный аппарат находился в рабочем состоянии, а сварочная дуга оставалась стабильной.
- Перед появлением дуги на границе между заготовкой и электродом может произойти кратковременное замыкание.
- Важно, чтобы переход от холостого хода (без создания сварочной дуги) к рабочему состоянию происходил с плавным снижением напряжения с 60–80 В до 18–20 В. Это обеспечивает безопасное и стабильное начало сварки.
 Требования к источникам питания сварочной дуги
Требования к источникам питания сварочной дуги
Все источники питания для сварочной дуги подвергаются одинаковым требованиям. Это позволяет сделать вывод о том, что ключевым фактором в обеспечении эффективности работы сварочного оборудования является способность поддерживать стабильное горение с момента зажигания сварочной дуги.
Сварочные аппараты должны быть оснащены только теми регуляторами, которые обеспечивают максимальное удобство при настройке параметров.
Мощность сварочной дуги
Существует несколько основных факторов, которые влияют на параметры мощности сварки:
Напряжение
Увеличения мощности сварки можно достичь путем увеличения питающего напряжения, но в пределах относительно небольшого диапазона значений. Существуют ограничения, связанные с размерами расходных материалов и другими факторами.
Сила тока
Между силой тока и стабильностью горения дуги существует прямая зависимость. Чем больше сила тока, тем более стабильно горит сварочная дуга.
Напряжение плазмы
Величина напряжения плазмы тоже находится в прямой зависимости от мощности сварки и оказывает влияние на процесс.
Длину сварочной дуги определяют как расстояние от электрода до рабочей поверхности во время выполнения сварочных работ. Этот параметр влияет на количество выделяемого тепла и, следовательно, на характеристики сварочного процесса.
 Мощность сварочной дуги
Мощность сварочной дуги
Мощность сварочной дуги играет важную роль, определяя скорость плавления металла и, следовательно, производительность сварочных операций. Сила тока управляет температурой и остается стабильной, даже если дуга довольно длинная, что уменьшает необходимость в изменении параметров ампеража сварочной дуги в процессе работы.
Часто задаваемые вопросы о сварочной дуге
При каких условиях горит сварочная дуга?
Сварка — процесс, при котором электрическая энергия преобразуется в тепло для соединения металлов. Сварочный столб поддерживается благодаря ионизации газа. В процессе сварки заготовки нагреваются, а окружающий воздух насыщается парами металла. Также сварку можно проводить с использованием ионизирующего газа, активизирующего частицы металла.
Другой ключевой фактор для стабильности сварочного столба — это поддержание постоянной высокой температуры на катоде. Эта температура зависит от химического состава и площади катода, и для ее достижения необходим источник электричества. В производственных условиях температура в катодной области сварочной дуги может достигать впечатляющих 7 000 °С.
Каковы характеристики сварочной дуги?
Основные характеристики включают:
- Вольтаж. Это значение напряжения, измеряемое в вольтах.
- Ампераж. Сила электрического тока, измеряемая в амперах.
- Уровень плотности потока частиц. Количество частиц – носителей заряда.
С точки зрения электротехники дуговой столб представляет собой проводник между двумя противоположными полюсами (положительным и отрицательным) и существует благодаря наличию газовой среды.
На сколько градусов нагревается металл при сварке?
Независимо от того, используется ли плавящийся или неплавящийся электрод, самая высокая температура всегда наблюдается в столбе сварочной дуги, достигая 5 000–7 000 °С. Самой горячей бывает одна из зон сварочной дуги— анодная или катодная.
Дуговая сварка представляет собой метод, который позволяет надежно соединять металлические конструкции. Ее значение в современной промышленности трудно переоценить, поскольку высокие температуры, достигаемые в процессе сварки, обеспечивают возможность скрепления практически всех видов металлов. Для обеспечения высокого качества и надежности сварных соединений необходимо тщательно контролировать характеристики сварочной дуги: плотность тока, температуру и напряжение. Именно эти параметры определяют эффективность и скорость сварочного процесса, а также качество сварных швов.




